技術コラム / Column
大型製缶加工とは?4m以上の大型製缶加工における3つのポイント
2021/09/21
一辺数メートルにもなる大型の架台やフレーム。大型製缶加工は、肉厚で長尺の金属板を加工してこうした製品をつくる加工法です。より大型のワークを扱うことになるため、一般的な製缶加工に比べ格段に難しくなります。
ここでは、基本的な製缶加工の流れから、大型製缶加工のポイントまで徹底解説します!!
製缶加工とは?
製缶加工は、生産設備や検査装置の架台・フレームをはじめ、ワイヤードラムやタンク、自動搬送機など立体形状の大型加工品を製作する際に用いられる加工法です。
製缶加工を用いる主な製品・業界

製缶加工で製造した製品を身の回りで目にする機会はほとんどなく、工場の製造ラインに設置されることが多いです。
業界は多岐に渡り、自動車・電機・建設・土木などでよく見られます。
なお、製缶加工とよく似た加工法に板金加工があります。製缶加工と板金加工の違いについて知りたい方は下のリンクから!!
製缶加工の5つの工程
一般的に製缶加工は、
①切断・穴開け
②曲げ
③溶接・組立
④熱処理
⑤仕上げ
という5つの工程で進められます。一つずつ詳しく見ていきましょう。

①切断・穴開け
切断・穴開け工程では、一般的に肉厚数mm~十数mmの分厚い金属板(鉄やステンレス等)を切断機やマシニングセンタを用いて加工を行います。かつて切断の精度は職人の技術に左右されましたが、今日ではコンピュータ制御が可能となりました。その結果、工程のかなりの部分が自動化されるとともに、メーカーごとの精度の差がほぼ無くなりました。
一般に、切断はシャーリングマシンやバンドソーで、穴開けはマシニングセンタやタレットパンチプレス(通称タレパン)という機械でそれぞれ加工されます。
②曲げ
曲げ工程は、ダイとよばれる型の上に材料を置き、その上から押し金型(パンチ)を押し当てることで板を曲げるというのが基本です。その際用いる機械がベンディングマシンやプレスブレーキです。
曲げと次に説明する溶接・組立は技術者によりかなり差が出ます。ワークをセットする位置の正確さや曲げる角度がポイントで、特に加工後のスプリングバック(曲げた金属の板が少し戻ること)対策が完成品の品質に大きく影響します。
また、タンクやパイプのようなR形状の製品を加工する場合は、ベンディングロール(ロールベンダーとも)を用いて材料を筒状に曲げる必要があります。
③溶接・組立
製缶加工の溶接は、アーク溶接を用いることが一般的です。アーク溶接とは、不活性ガスを吹きつけながら金属の酸化を防止しつつ、アーク放電により金属を溶かして溶接する方法です。
溶接工程のポイントは2つあります。1つ目は、高い技術力が求められるということ。熟練した溶接技術者でなければ、冷却後に溶接部分が収縮して変形したり脆くなってしまうこともあります。そして2つ目は、溶接歪みの問題です。切断・曲げ加工を施した板材を溶接して組立を行う際、組立品が原寸であるかというのは無論重要です。しかし、それ以上に残留応力による歪みの発生を抑制する、あるいは取り除くことが大切になります。その対策として、溶接治具や定盤で固定し溶接・組立を行うというのが基本です。
溶接作業をすると接合部分に溶接ビードとよばれる盛り上がりができることがあります。これを取り除くため、サンダーとよばれる工具で削り、表面を滑らかにします。しかし、それだけではどうしても溶接痕が残ってしまいます。
④熱処理
組立品の残留応力を除去する工程が、この熱処理(焼鈍)になります。焼鈍は、焼きなましとも言われます。鋼材を一定温度まで加熱したのち徐冷することで、内部応力の除去および加工性の向上を図る処理になります。
⑤仕上げ
最後は、表面処理を施して完成品となります。必要に応じて旋盤やマシニングセンタを用いた機械加工で2次加工を行い、加工品を精密で平滑な表面に仕上げます。
また、ショットと呼ばれる微細な金属球を高速で吹き付け、表面に凹凸状にするショットブラストもよく用いられます。この処理の目的は2つあり、溶接痕の除去や表面を粗くザラザラとした質感に仕上げる(梨地加工)など表面を綺麗にすること。そしてもう一つは、加工品を凹凸状にして表面積を大きくすることにより、塗装やめっきをはがれにくくすることです。
装置架台や機械フレームの製造工程については、こちらの記事で詳しく解説しております。
ショットブラストやマシニング加工(機械加工)についてもっと知りたい方は、こちらの記事をご覧ください。
大型製缶加工 3つのポイント
ここまで製缶加工の基本的な工程についてご紹介してきました。それでは、ワークが大型になるとどういった点がポイントになるでしょうか。
ポイントは大きく分けて3つあります。
①加工が難しくなる
1点目は、段取り作業や溶接作業に手間と時間がかかり、加工の難度が上がる点です。具体的には、溶接歪みが出やすくなる、鋼材の収縮幅が大きいため許容誤差に収めるのが難しいといった問題があります。前述の通り、一般的には治具や定盤で母材を固定して溶接・組立を行うことで、溶接歪みはある程度抑えられます。しかし、大型ワークを固定できるほどの治具や大型定盤を保有しているメーカーは多くありません。また、許容誤差に収めるためには長年の経験と技術が必須です。
②ストックヤードの広さが要求される
2点目は、長尺・大型の板材を大量に保管できるだけのストックヤードを保有している必要があります。多くの在庫を抱えられないメーカーは、短納期に充分に対応できない可能性がありますので、メーカー選定の際は注意が必要です。
③大型機械装置を保有しているか

そして3点目は、大型ワークを加工することができる機械装置を持っていること。
長さ数メートルから十数メートルにもなる長尺ものを加工できる長尺旋盤や大型マシニングセンタを保有しているかがポイントになります。また、そのような材料部品・製品を移動することできるクレーンのような装置も欠かせません。
大型機械加工機については、こちらの記事で詳しく解説しております。
>>五面加工機による大型精密機械加工のポイントと加工事例のご紹介
>>門型マシニングセンタとは?立型・横型マシニングセンタとの違い
ヤマウラだからできる大型製缶加工
長野県駒ケ根市を拠点とする製缶加工メーカーヤマウラ。ヤマウラは、非常に広大な保管ヤードや門型マシニングセンタ、最長7,000mmの加工能力をもつNC長尺旋盤、さらには吊り上げ荷重20tのクレーンなどを保有しております。材料調達はレーザー加工済みの鋼材を調達し、保管ヤードに常時大量の材料部品を保管しているため、短納期にも対応可能です。
また、ヤマウラは国家資格「技術士」(Professional Engineer)3名をはじめとする多数の熟練技術者が在籍しております。さらに、幅2500m×奥行7000mmの大型溶接定盤(自社製造)を10枚ほど持っているため、溶接歪みの発生を抑制しながら大型部品の精密な組立を行うことができます。
溶接定盤についてもっと詳しく知りたい方はこちらの記事をご覧ください。
>>【コラム】溶接定盤 これがないと精密な組立ができない!?
門型マシニングセンタ、立型マシニングセンタの加工動画は、こちらからご覧いただけます。
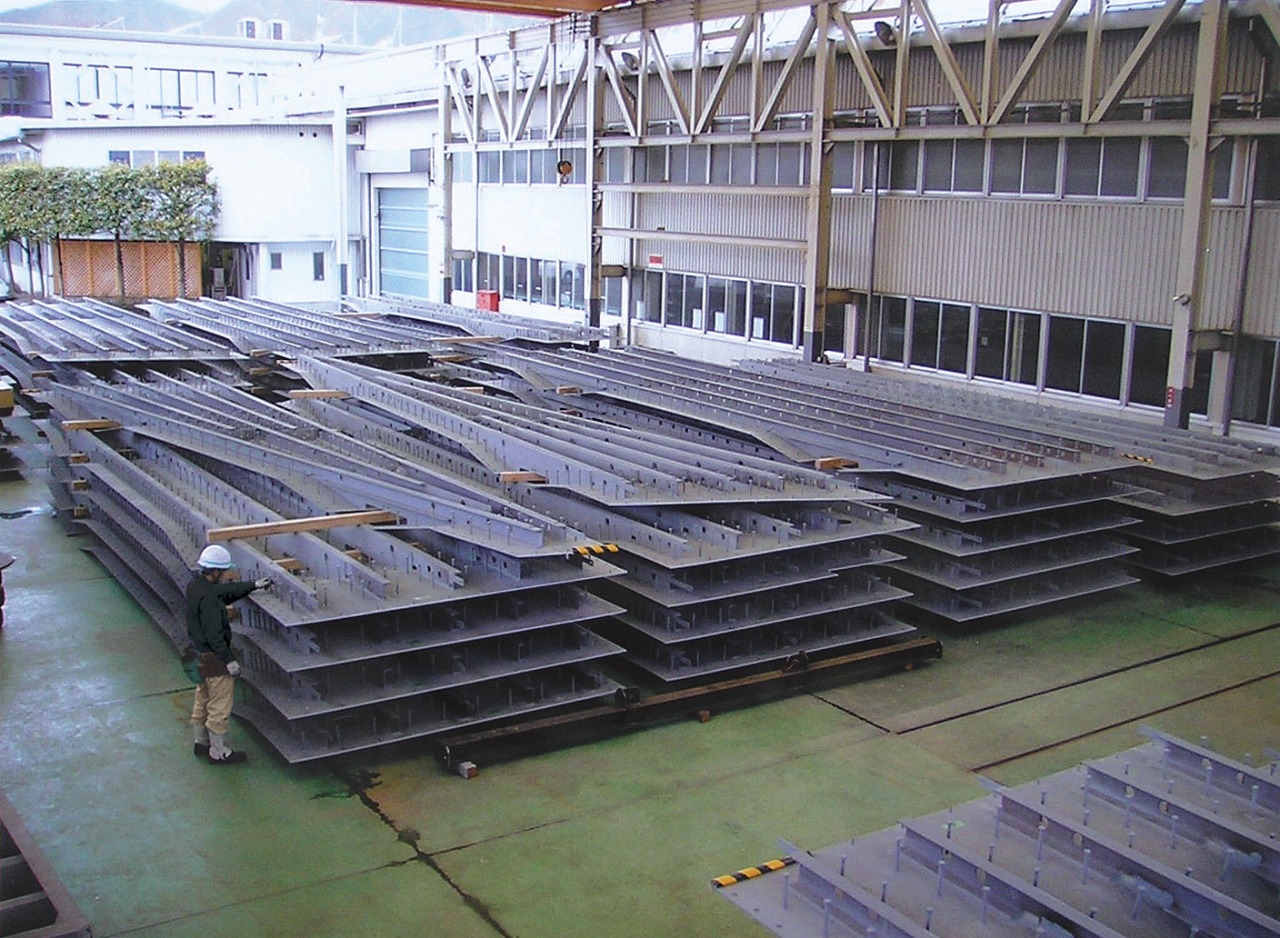
大型製缶加工に関する製品事例
続いて、実際に当社が製作した大型製缶加工の製品事例をご紹介いたします。
画像をクリックして気になる事例をご覧ください!


装置架台・機械フレームなどの大型製缶加工なら、ヤマウラまで!
当社ヤマウラは、数mクラスの大型架台やフレーム、送りねじ(台形ねじ)など長尺・大型ワークの精密な製缶加工を得意としております。
大型製缶加工や製缶加工をご検討の方は、製缶加工・装置受託センター.comを運営するヤマウラエンジニアリング事業部までお問い合わせください!
関連した技術コラム

合成床版とは?PC床版、RC床板との違いとそれぞれのメリット
こちらは、高速道路や高架橋の建設時に仮設材として使用される合成床版の特徴、PC床版やRC床版との違いやメリットを解説したコラムです。
2021/09/21



【提案事例】液晶検査架台は、溶接から塗装+ビス止めに変更して錆汁発生を防止
こちらは、溶接指示でいただいた液晶検査架台の製造において、溶接から塗装+ビス止めに変更することで、錆汁発生を防止した高品質製缶加工品の製造を行った技術提案事例です。
2021/09/19

 関連リンク
関連リンク
「高品質」「顧客満足度の向上」をモットーとして、さまざまなサービスを展開しています。