溶接・組立


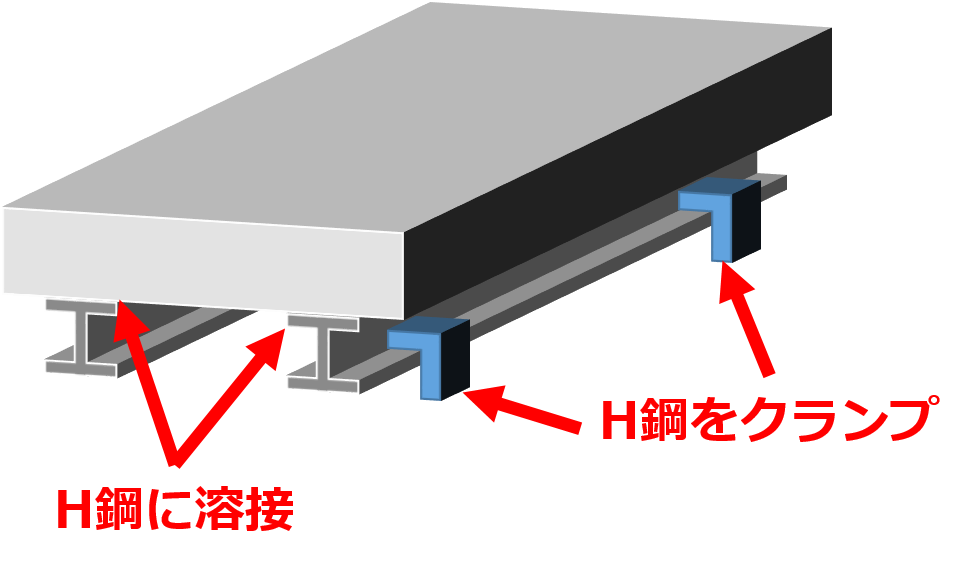
【提案事例】大型水門戸当たりの全面加工は、H鋼の溶接&クランプで実現
こちらは、全面加工が必要だった大型水門の戸当たりに対して、裏側にH鋼を溶接&H鋼をクランプすることで、全面加工を実現した技術提案事例です。
2021/09/19

【提案事例】液晶検査架台は、溶接から塗装+ビス止めに変更して錆汁発生を防止
こちらは、溶接指示でいただいた液晶検査架台の製造において、溶接から塗装+ビス止めに変更することで、錆汁発生を防止した高品質製缶加工品の製造を行った技術提案事例です。
2021/09/19
【提案事例】15tクラスの大型鋳物は、鋳物から溶接による製缶加工に工法転換
こちらは、15tクラスの大型鋳物の製造に困っていた方に対して、鋳物の一体製造から溶接による製缶構造に工法転換して製造対応した技術提案事例です。
2021/09/18
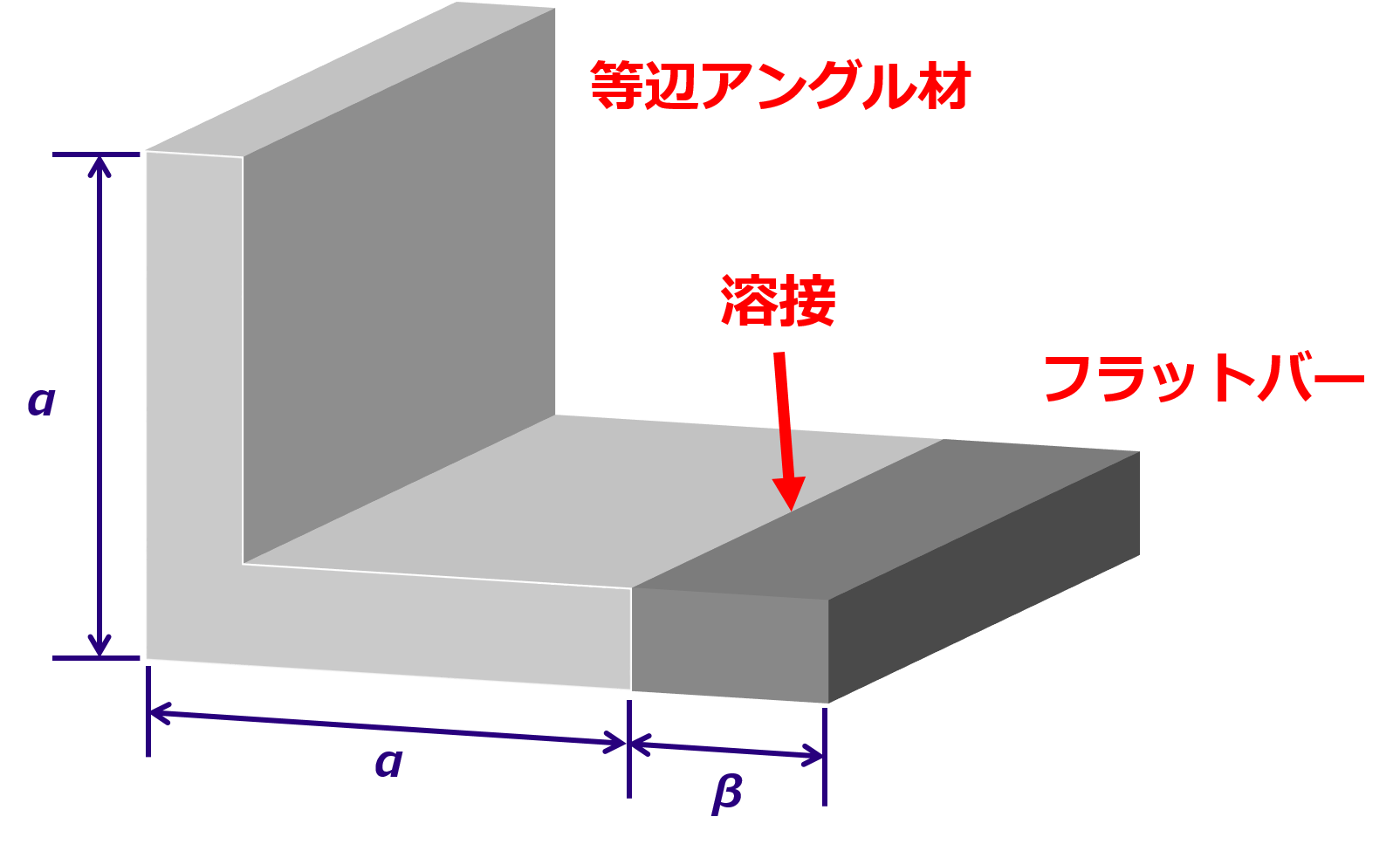
【提案事例】規格にない不等辺アングル材は、等辺アングル材の先にフラットバーを溶接して特注製造
こちらは、規格にない不等辺アングル材をご希望されていた方に対して、等辺アングル材の先にフラットバーを溶接することで、不等辺アングル材を特注製作した技術提案事例です。
2021/09/18
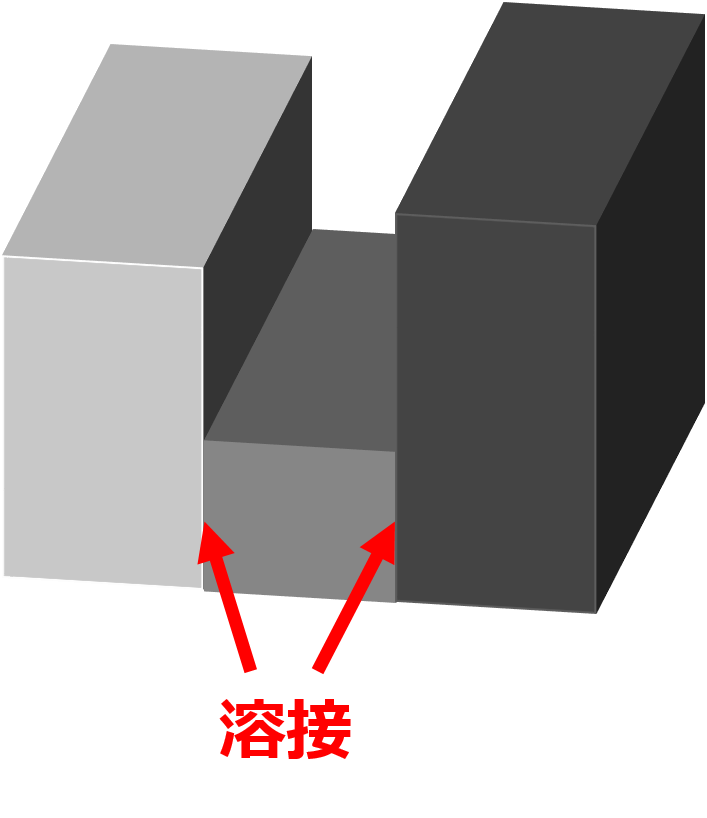
【提案事例】1つの厚板への機械加工から、3つの鋼材の溶接加工へと工法転換することで、リードタイム短縮及びコスト削減
こちらは、厚板の段付きポケット加工を、1つの厚板への機械加工から、3つの鋼材の溶接加工へと工法転換することで、リードタイム短縮及びコスト削減につながった技術提案事例です。
2021/09/18

【補修事例】小口径水圧鉄管の補修を、裏波溶接からフランジ締めに変更
こちらは、Φ300という小径の水圧鉄管の溶接による補修が必要となる内容に対して、現地での修理・修繕ということで機転を利かせ、フランジ締めに変更するようにした技術提案事例です。
2021/09/18
 関連リンク
関連リンク